氨冷媒介绍
摘要: 经系统最佳化后的中型氨冷媒冰水机已上市,欧洲有数百台氨冰水机正运转中,并保有极佳的安全运转纪录。相信这个趋势很快会推展至全世界。
一、氨冷媒的演进
在氟氯碳化合物尚未问世前,自然冷媒在冷冻空调系统中扮演着重要的角色,自 1835年第一部使用蒸汽压缩的冷冻机问世,到1931年开始生产R-12冷媒之100年间,采用过的冷媒有乙醚、甲烷(CH4)、二氧化硫( SO2)、二氧化碳(CO2)和氨(NH3)等。1900年初期,冷冻用主要的冷媒是SO2、CO2和NH3。直到1920年船运冷冻增加后,因SO2太毒、CO2高压太高,而成为NH3冷媒一枝独秀的局面。但是其毒性及可燃性等问题,在应用上造成相当多的工安事件。1928年发展出氟氯碳(CFC)冷媒后,其无毒、无臭、不可燃、不论是物性或化性及其使用的效果都十分卓越的条件,迅速地取代了自然冷媒。自1950年代起,氨被归类为有毒的可燃性气体,被拒于空调用途之外,仅剩下冷冻产业的舞台。
英、德、法等国大型冷冻厂,考量初期成本与运转成本,对于冷媒充填动辄上千公斤的中央冷冻系统,使用氨冷媒者迄今仍占有75 %的大多数,在欧洲食品工业及其它工业应用领域,氨冷媒一直保持领先的地位。
日本自1975年起,有鉴于氨的危险性,在「高压气体取缔法之冷冻保安规则」中,对氨实施严格管制,举凡与氨有关的设厂、检验与管理等一切从严,而且对旧氨厂改建为CFC厂,提供奖励补助措施,因此在短短的十余年间,日本之大型冷冻厂使用氨冷媒者,降至25%以下。
直至氟氯碳化合物被发现具臭氧层破坏能力之后,CFC、HCFC冷媒从理想冷媒成为破坏地球生态环境的元凶,注定了被淘汰的命运。由于新HFC环保冷媒一直都没有全面迅速替代HCFC冷媒的优势,许多专家学者认为氨是最可能取代R-22的冷媒之一。因此各冷冻先进国家自1990年起,开始朝向「如何安全地使用氨冷媒」的方向研究。北欧国家对于氨与碳氢冷媒的限制最少(南欧国家则非常严格),欧洲一些主要的食品工业公司很明确的表示,氨冷媒为设备选用的唯一选择,并着手进行现有设备的冷媒替换工作。日本也在1990年起逐步检讨修订氨冷媒相关法令,公布了「氨全自动冷冻机组设施指导方针」,氨冷媒似乎又成了炙手可热的明日之星。
二、氨冷媒的特性
1998 年美国太空总署NASA针对860种化学物质进行研究,从这些物质的应用范围、液气态物理性质、热力性质、稳定性、毒性、燃烧性、与材料兼容性、价格等项目,试图找出最适合做为冷媒的物质,结果氨被列为十种最适合物质中的一种。因其几乎完全具有冷媒之必要的优点,尤其以价格低廉、潜热大及不会破坏环境之性质为最。但亦含有许多缺点,如具刺激性、毒性及燃烧性等。其重要的特性叙述于下:
氨冷媒的优点:
1. 除空气与水外,为最廉价的一种冷媒。
2. 蒸发潜热值甚大(1357 kJ/kg,-30℃),为R-22的5倍,见表1与图1。
3. 热传导率高,为R-22的5倍。
4. 在一大气压力下,临界温度高132.45 ℃(271 ℉),凝固点低 -77.8 ℃(-108℉),沸点低-33.34 ℃(-28 F)。
5. 运转压力低,致冷冻系统材料成本低。
6. 泄漏时,极容易由其气味及测漏试纸、试药侦测出。空气中含有5×l0-5 (50 ppm)的氨时,人之嗅觉即可分辨;一般均利用溶液或SO2试纸来进行辨识,如有氨泄漏很快会产生白色烟雾或试纸之化学反应而测知。
7. 不溶于矿物油,在低温下与油容易分离,氨之比重较油轻,故冷冻油往往沉于氨液之下,方便冷冻系统进行回油。
8. 极易溶于水,故为吸收式冷冻系统之主要冷媒,且在压缩冷冻系统中,稍含水份亦不会阻碍其运转性能。
9. 对钢铁金属无腐蚀性,对衬垫类材料无任何损毁性质及化学反应。
10. 在常温及低温下化性稳定。
11. 单位冷冻吨所需之冷媒循环量少。
12. 液态比重小,可使用较小液泵及配管。
氨冷媒的缺点:
1. 有毒(二级毒性),含有强烈的刺激性气味,对眼、鼻、喉、肺及皮肤均有强烈刺激及中毒危险。
2. 具燃烧性,与空气混合占空气容积之15 ~ 30 %时,可被高温(630℃)点燃。见图2。
3. 溶水性极强,无法完全清除系统中之水份,运转一段时间后氨中之水会破坏冷冻油,也易腐蚀金属材料。
4. 对铜(Cu)、锌(Zn)、锡(Sn)及其合金腐蚀性甚大,尤其在潮湿空气中,故氨冷媒系统中不得使用铜、锌、锡等材料。
5. 在高温过热状态下,比容增大甚快,故氨之冷凝器及氨压缩机必须有足量的冷却维持系统低温,此亦是造成氨冷冻机发生事故的另一个原因。
6 . 氨会侵蚀绝缘材料,故不适合密闭型压缩系统。
虽然氨具有甚多的优点,但基于二级毒性之缺点,故甚少应用在空气调节机;又因具燃烧性,故亦禁止应用在公共场所。目前我国危险性工作场所审查暨检查办法中,将具有氨设备的工作场所列为乙类工作场所,其审查及检查办法摘于表2。
三、氨冷媒的危险性
在CFC冷媒问世之后不久,氨在全世界各冷冻先进国家,多被列为「可燃性气体」而严加管制。各先进国对「可燃性气体」的定义多为:
1. 在20℃,一标准大气压,与(干)空气混合时,可燃界限容积浓度下限值在10 %以下。
2. 可燃的容积浓度界限范围(即上、下限值差)在20%以上。
然而,由图2的可燃浓度范围得知,氨最低下限值是15.2 %,最高上限值是30.2 %,上、下限值差在15.2 %。严格来说,应不属于「可燃性气体」的范围。
日本「高压气体保安协会」之实际的氨与空气混合燃烧实验中,其结果可归纳如下:
1. 若无足够热量的火苗,无法延烧。
2. 引火燃烧所需的温度,约需≧630℃。
3. 在氨气燃烧上、下界限范围中,靠下界限者,较易着火。
4. 在开放空间,15 ~ 30.2 %浓度的氨气,可能燃烧,但不爆炸。
自1974年起的日本火灾记录中,查不到任何因氨气泄漏而引起火灾事件。
在氨的毒性方面,氨确实是毒性气体,人体暴露在含有氨气环境中,其感觉可区分为几个浓度范围:
0 - 4 PPM 无明显感觉
4 - 50 PPM 感觉有臭味
50 - 200 PPM 感觉不舒适
200-300 PPM 眼睛或喉咙有刺激感
300-500 PPM 可忍受30分钟 ~ 1小时左右
500-1000 PPM 待超过30分钟会造成伤害
1000 PPM以上 立即受伤
5000 PPM 致命
从50 PPM的泄漏开始,到成为致命的5000 PPM浓度为止,维修人员应有足够的时间去查漏或去防止泄漏的扩大,在管理上应做到有漏即修。
至于氨的容许浓度是否真的仅为25 ~ 50 PPM,有待检讨。在日本冷冻机的氨监控器设定值要求是50 PPM (国内标准参考日本),在实务上,此设定值并不实用,因为监控器并非探漏器,两者功能不同。探漏器为携带式,是以查出泄漏点为目的,因此侦测范围要小,多为100 PPM以下。
而监控器为固定式,是以24小时监控空间的气体浓度为目的,50 PPM之设定值,经常使维护人员疲于奔命,导致最后关掉不用。因此氨浓度侦测范围在100 ~ 1000 PPM较为适当。在德国,氨冷媒泄漏监控系统,若在无人的冷(冻)藏库内,设定值为50 ~ 100 PPM,以避免泄漏时,因无人知晓而持续漏出污染产品;对于冷冻机房,则设定值为500 PPM(下限),当浓度超过500 PPM时,须能自动启动排气扇;当浓度超过1000 PPM(上限)时,须能自动停止压缩机及液泵的运转,或关闭高压贮液器的冷媒出口阀。
实际应用时,自警性的氨冷媒应该比无色无味的HCFCs来的安全。一般人一闻到氨味道,会立即掩鼻而跑,训练有素之冷冻电工也会立即戴上防毒面具。而且泄漏的氨气比空气轻,会往上飘散,因此极少有氨中毒死亡的事件发生。日本于1967~1991年间,共发生168件氨冷媒灾害事件,其中操作错误48件 (29%)、维修不当20件(12%)、地震与其它原因29件(17%)。挪威于1960~1990年间冷冻厂灾害事件仅25件。
综观灾害原因,没有一项是氨特有灾害原因,氨系统会发生的,CFCs、HCFCs同样可能发生。在IIR的Ammonia as a Refrigerant一书中指出:CFCs冷媒造成的死亡人数,数倍于氨冷媒。
氨系统最常发生的人员伤害情形是:液槽或液管破裂,人员受液氨的直接喷洒。被液氨喷到眼睛,失明的可能性极高;喷到皮肤,皮肤会冻伤溃烂(以低温液尤为严重);而吸入≧5000 PPM之氨气时,会使呼吸系统受严重伤害。因此,上述情形发生时,人身安全第一,应立即走避,抢救人员亦应先穿戴适当的保护装置,再进行维修。
四、氨冷媒系统组件
大型冷冻系统的冷媒充填量,均在5000 kg以上,基于成本与效率的考量,大型系统仅采用R-22与氨这两种冷媒。目前,而R-22冷媒正面临停产的命运,被认为可取代R-502与HCFC- 22的新冷媒为HFC-507及HFC-404A,但这两种冷媒并不适用于大型冷冻系统;HFCs冷媒之臭氧破坏指数(ODP)为0,但其地球温室效应指数(GWP)偏高,所以科学家仍在积极研发比HFCs冷媒更适当的冷媒,故HFCs冷媒有可能仅是过渡性冷媒。
R-22与氨冷媒之应用比较,氨用热交换器 (蒸发器及冷凝器) 的冷媒侧之表面热传系数约为R-22者之 1.5-1.8倍(R-22用铜管,氨用钢管),因此氨之蒸发器与凝结器之热交换面积均可缩小。
氨压缩机须有额外的冷却设备以免过热。R-22系统之冷媒质量流率为氨系统之6.7倍。体积流率则极为接近,但由于配管设计时,尚需考虑合理的压降要求,因此,R-22的吸气与吐出管,仍至少比氨系统大一级。除此之外,若采用液泵循环系统,因氨液之循环量(-40 ℃),仅约为R-22之一半,且液态比重亦约为R-22之一半,故在相同扬程、泵效率与冷冻能力时,氨液泵马力仅约为R-22之25 %即可。
以下逐一介绍各部组件的最新发展。
氨压缩机
氨压缩机的发展已经有一百年的历史,目前最新的发展主要是在润滑油、高压压缩机、半密压缩机三个部分。
传统所使用的冷冻油为便宜的矿物油或低温用的PAO油,这两种油与氨冷媒并不互溶。冷冻油比冷媒重,会沉在较低处,利用这种特性,可以将油分离作为回油之用,对于满溢式蒸发器或液泵循环系统极为适用,热交换器中可保持较为干净无油的热传表面。
对于直膨式蒸发器而言,在蒸发器出口之前的热传管路,由于冷媒已完全干化,无法将油冲刷出蒸发器,造成油堆积在蒸发器内,影响热传效率。这问题已被新一代的PAG(Poly Alkylene Glycol)所解决,它可以与氨冷媒互溶,且热传性能比矿物油好,见表3,使用在蒸发温度-20℃以上的壳管式直膨蒸发器中,可以稀释蒸发器中的油浓度。唯一的缺点是会造成压缩机油槽起泡,多多少少影响机件润滑效果。所以,任何新一代的冷媒与冷冻油的组合,都应经过压缩机的耐久性与现场运转测试。
在马达部分,氨冷媒系统通常使用开放式系统,以避免氨冷媒与马达绕组接触。新一代的轴封技术可使每年冷媒泄漏降至 0.01%以下。由法兰衔接的开放式马达,校准的工作相当重要。半密闭式马达目前已完成商用运转测试,它使用铝绕组(较昂贵)或被包封住的铜绕组。中型压缩机的开放式马达亦可以使用磁性偶合装置取代法兰衔接。
氨冷媒热交换器的材料问题
氨冷媒拥有相当好的热力性质,但仍需要搭配高效率热交换器才能完全发挥其优异性能。以HFCs或HCFCs冰水机为例,所使用的壳管式热交换器,往往使用具有复杂热传表面的高效率热传加强管,在过去十年中已有长足的进步。然而,氨冷媒并不能使用铜管,传统的碳钢壳管式热交换器要比其它冷媒的尺寸大许多,这也使得冷媒充填量增加,基于安全理由,这并不是大家所欲见到的结果。新的解决方案必须找到新的材料组合、热交换器技术(例如板式热交换器、高效率热传管)、新的可溶冷冻油与膨胀装置等。
对于氨冷媒而言,最常使用的材料是钢(碳钢或不锈钢),但其热传导性比铜与铝差。它的硬度也很难加工制作高效率热传表面。碳钢又极易腐蚀,不能用于水冷式冷凝器。解决之道是使用较薄的不锈钢热传管,不锈钢的积垢容许比碳钢稍低。
除了钢之外,钛亦是个不错的材料,但其造价极高,目前仅用于氨冷媒海水冷凝器。铝适用于氨冷媒,且热传特性佳,易于制造高效率热传管,但却亦腐蚀于水或不冻液,实用上并不理想。要如何克服热传材料的问题目前仍是个挑战。
各式热交换器
传统大型的满溢式蒸发器或液泵循环系统,由冷媒充填极大,并不适用新的热交换器,所谓新的热交换器包括壳管式热交换器、板式热交换器、混合式热交换器。
直膨壳管式热交换器无法用于大型系统,原因是它通常是由膨胀阀所控制,然而膨胀阀的流量范围有限,无法管制极大的冷媒流量,且由于氨冷媒具有高蒸发潜热,一旦失控使液态进入蒸发器,将严重损坏压缩机。但目前用于中小系统的氨冷媒膨胀阀,已有长足的进步。
若遇到不易控制的系统,可以使用电子式膨胀阀,它可以提供极佳的控制。另外如前所述,与氨冷媒互溶的油已开发出来,解决了回油不良的问题,但目前仍限于-20℃(-4℉)以上。日新月异的热传管制造技术也已可加工制作高硬度材料的高效率热传表面。
HFCs、HCFCs热传特性较氨差,但可使用铜材质增强管;而氨热传特性较佳,但仅能使用热传差的不锈钢热传管;两相抵销后,两者的热交换尺寸相差不大。
喷淋式热交换器是另一种选择,它保有满溢式的构造与优点,将液态冷媒喷洒在管阵上,可以减少冷媒充填量,在技术上是可行的,但要考虑成本问题。
在水冷式冷凝器的部分,目前使用平滑不锈钢管是主要的选择,虽然其热传效果差,但不锈钢管价格极为便宜,是个可接受的选择。也可考虑波浪管。
气冷式冷凝器
气冷式冷凝器的缺点是冷凝压力高使得系统效率差。但是,由于其安装容易与水源日益珍贵,使得气冷式冷凝器的需求不减反增,从安全的角度来看,气冷式冷凝器是个不错的选择。目前氨冷媒所用的气冷式冷凝器为钢管搭配铝鳍片或不锈钢鳍片,但其造价要比HFCs、HCFCs所用的铜管铝鳍片贵许多。在未来 全铝热交换器将极有潜力。
对大型系统而言,水冷式冷凝器的成本较低。气冷式冷凝器较不适于应用在高温区域,因为高冷凝温度代表高冷凝压力,对氨冷媒而言,新一代的压缩机应克服高压运转的问题,特别对氨冷媒往复式压缩机而言,高吐出温度比其它冷媒更为明显,解决方法为使用压缩机水套冷却或液态冷媒喷射。
板式热交换器
传统的冷媒用板式热交换器是属于硬焊型,其焊接材料与氨冷媒并不相容,新一代的氨冷媒专用板式热交换器采用镍焊材与全不锈钢板材,已解决上述问题。此外它也已克服热应力的问题,特别是往复式压缩机的高吐出温度。目前已作为蒸发器与冷凝器之用。制造厂正努力改进性能与压损。
板式蒸发器与膨胀装置与冷媒供给系统的配置有数种方法,传统的做法是使用缓冲桶藉由重力供给冷媒进入蒸发器。这种做法必须在蒸发器上方装置一缓冲桶,较占空间,冷媒充填量亦较多,这样的系统可以使用不相溶的冷冻油。
新的做法是采用喷射器(ejector),将缓冲桶的液态冷媒藉由冷凝器来的高压液态冷媒,经由喷射器抽送进入蒸发器。如此做的好处是:
膨胀的闪气使得冷媒充填量可减少
冷媒侧热传因冷媒流速提高而增强
以喷射器作为膨胀装置较为简单
缺点是:
可能会旁通有限的气态冷媒使得制冷能力减少
操作条件变动时(冷凝、蒸发压力)调整弹性较低
若板式蒸发器作为直膨蒸发器使用,热交换效率较低,但不需使用缓冲桶,使用时必须小心设计以使进入板片的冷媒量均匀。同时也需要高性能的膨胀阀,例如电子式膨胀阀等。
板式蒸发器的积垢容许值比壳管式热交换器低,若是前者采用不锈钢材质而后者采用碳钢的话,其差距更大。
在清洗方面,若作为蒸发器之用,可以不用清洗,冷凝器则必须清洗,但硬焊式板式冷凝器完全无法清洗,卡式板式热交换器清洗时必须打开水侧与冷媒侧,极为麻烦。
在尺寸方面,由于HFCs、HCFCs所用的板式热交换器亦为不锈钢,但氨冷媒的热传特性高出甚多,因此氨冷媒板式热交换器可以有较小的尺寸,但其优势仅止于用于满溢式系统,若用于直膨系统时就不如壳管式热交换器了。因此板式热交换器通常用于高效率机种。有时会采用壳管式冷凝器搭配板式蒸发器来使用。
五、氨冷媒系统应用
氨冷媒用于非工业用途,最有名的要算是1994挪威冬季奥运之相关设施,例如雪撬轨道竞速场。为维持赛道冰面平均零下5℃之低温冻结状态,使用了三台氨冷媒开放式压缩机,冷冻能力达880冷冻吨。埋设在赛道下的冷媒蒸发管路总长达76公里,氨冷媒充填量约60公吨。机房内设有多处的氨浓度侦测器以及排风设备,可予以警报并适当的排风以降低浓度。
其它的用途包括商用建筑热泵系统、空调用冰水机、超市冷冻系统等,安装地点皆在欧洲,见表4。
日本MYCOM公司于2000年发表了氨冷媒蒸发冷却式冰水机,特点有:
性能效率COP高。
主机装置于户外,不需要机房。
采用板式热交换器之直膨式系统,使冷媒充填量减至最低。见表5。
使用与氨相溶的PAG冷冻油PN 46,于蒸发器中可节省40%的面积。
采用密闭式氨冷媒压缩机,使氨冷媒泄漏机会减至最低,线圈采用与氨兼容的最新材质。见图3。
全机于出厂前已完全组装完成,并已在厂内试运转,可增加产品可靠度并缩短现场安装时间。
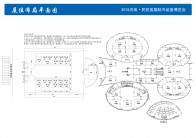
图4为蒸发冷却主机示意图,图5为主机外观。
除了蒸气压缩系统之外,氨与水也具有冷媒与吸收剂的功能,这种组合称为氨水系统,系用在pBr/水组合尚未普遍之前的吸收式系统中。图6为氨水系统之发生器、吸收器、凝结器、蒸发器与溶液热交换器等组件,另外再加上除水器及分析器等两个额外组件。
氨水与pBr/水系统的COP相当;氨水系统可以达到0 ℃ 以下的蒸发温度,但是商用主机中的pBr/水系统的最低温度则在3 ℃左右;氨水系统具有需要额外构件的缺点,但是具有大气压力以上(正压)的压力操作的优点;pBr/水系统的压力操作低于大气压力(负压),使空气不可避免地进入系统中,而必须定时将空气排出;pBr/水系统中必须加上特殊抑制剂,以减低管路腐蚀速度。
在固态吸附式冷冻系统方面,目前在实验室中已可利用高效率的复合氯化钙吸附剂来吸附氨冷媒,系统无压缩机、没有动件,维修需求低于传统的氨压缩制冷及氨水吸收制冷系统。系统以余热为能源,举凡温度大于110 ℃之蒸汽、废汽、余热、引擎废气、高温废水、煤火均可以做为氨脱附的热源,达到能源回收再利用的目的。除了不需使用HCFC冷媒外,亦可有效节省冷冻机运转费用。图7为氨吸附式热能制冷系统。
六、结语
氨的两大致命伤:毒性与燃烧性,均可由工程品质与管理维护来克服,欧、美等先进国家之大型冷冻系统仍以氨冷媒居多。国内一则缺乏设计与操作管理人材,二则多数人对氨冷媒 缺乏正确的认知,使欲采用氨系统者倍感困扰。
氨的危险性是不可否认的,然而与日常生活息息相关的瓦斯、汽油比起来,后两者则更危险,但由于目前无更好的替代能源,大家皆已习惯与它们共处。因此,当我们不得不用氨冷媒时,良好的管理将是永续使用的不二法门。正确的设计施工、良好的设备工程品质、务实的维护保养和必要防灾措施,可将灾害可能性降至最低。因此,欲采用氨冷媒者,首要之务是要把管理做好。
以成本与效率来衡量,氨冷媒显然占有极大的优势,这就是注重管理的欧美先进国家,大型冷冻厂仍使用氨冷媒之原因。由于R-22势必被停用,替代冷媒仍属末定的局面和环保抗争日益严重的前提下,对于欲新设氨冷媒冷冻厂的业者,应可采用注重管理、尽可能减少氨冷媒充填量和有足够的空地缓冲区作为设厂的规划。
由于全球环保意识提升,对氨冷媒的需求越来越高,甚至已跨到空调的应用领域,然而,基于绝对安全的理由,最大的挑战是如何减小尺寸、降低成本、减少维护需求。目前只有使用水或不冻液的间接冷却较为可行,可使冷媒充填量减至最低。经系统最佳化后的中型氨冷媒冰水机已上市,欧洲有数百台氨冰水机正运转中,并保有极佳的安全运转纪录。相信这个趋势很快会推展至全世界。
参考数据:
劳动检查法之危险性工作场所审查暨检查办法,行政院劳工委员会八十八年第二次修正。
冷冻厂工程规划管理,何宗岳着。
Refrigeration Engineering Consultancy, 20th International Congress of Refrigeration, IIR/IIF, Sydney, 1999.
Refrigeration and Air Conditioning, Stoecker, W.F. & J.W. Jones)
Paul de Larminat, Ph.D., "Expanding the Use of Ammonia", ASHRAE Journal, March 2000, pp.35 ~ 40